新浪微博
新浪微博 騰訊微博
騰訊微博

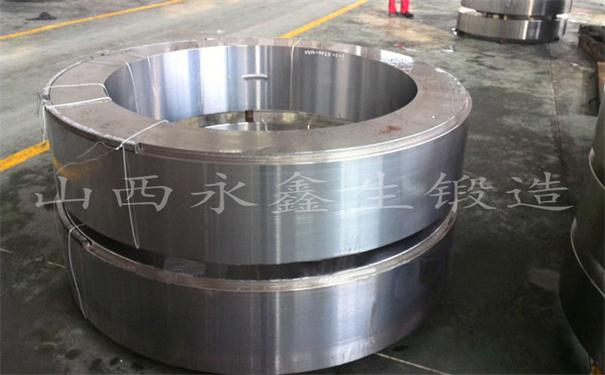
環形鍛件雙頻連續的感應淬火
發布時間:2017-11-06 點擊數:3196
在連續式感應加熱淬火工藝方法中有一類是用兩種不同頻率的感應器相匹配進行感應加熱的工藝,在輥面溫度控制和加熱層溫度分布方面很有特點,稱為雙頻感應淬火工藝。
感應淬火操作是將整體預熱到220℃的冷軋工作輥裝卡到活動框架上,輥身下端面與工頻感應器下平面保持在一個水平面上,兩個感應器從送電到全部進入輥身正常淬火,其功率分為五檔由小到大鑄件增加,直到淬火全功率。同樣,當感應器離開輥身上端面時,功率也分為五檔由大到小逐漸減小,直至全部離開輥身。
感應加熱環節完成之后,為減小環形鍛件淬火應力適當預冷然后噴淬是必要的。由于環形鍛件奧氏體再高溫階段比較穩定,噴水器與下感應器之間有40mm的空隙,輥面空冷降溫到850℃左右的溫度,不會影響淬火硬度。
環形鍛件雙頻感應淬火工藝的冷卻方式很有特點,輥身下拉進入噴水器未知后,低壓大水量連續噴射冷卻7-10min,使淬硬層深度范圍內以超過貝氏體臨界冷速的速度冷卻到馬氏體點以下,再改為浸水冷卻。
高硬度的冷軋工作輥回火溫度很低,殘余應力相當高。環形鍛件單頻感應淬火的殘余拉應力峰很大且靠近表面,整體淬火的殘余拉應力峰仍很大但已推移到100mm深處。這種應力分布是我們所希望的,它可以避免使用時與軋制工作應力疊加,減少內部疲勞剝落現象。
我們只做好鍛件 環形鍛件www.gzhzpptc.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!
上一篇:環形鍛件的抗氫性 下一篇:環形鍛件整體感應的加熱淬火