新浪微博
新浪微博 騰訊微博
騰訊微博

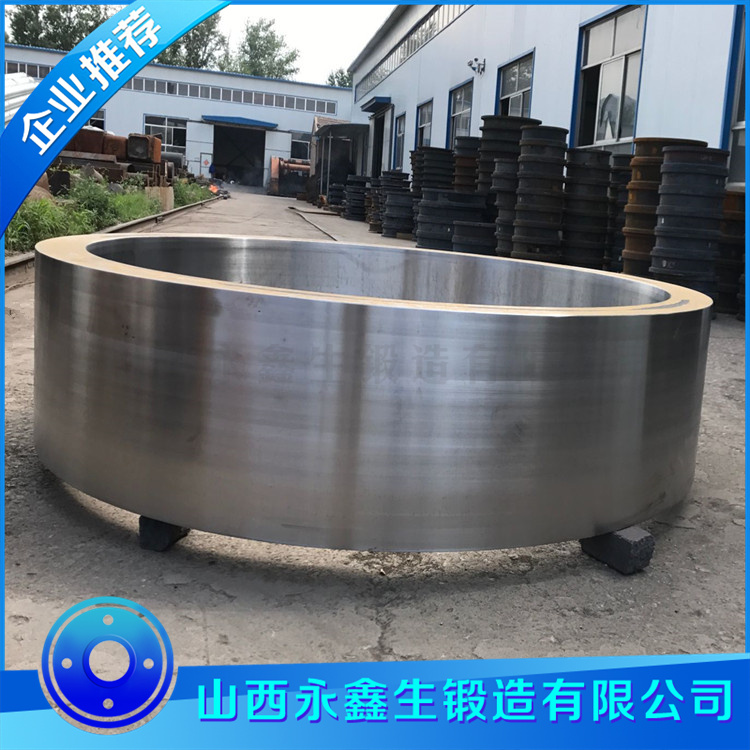
環形鍛件加工精度控制
環形鍛件加工精度控制體系
環形鍛件的精度控制是一個系統工程,需在多個環節進行精準管控。其核心控制點及流程如下圖所示:
1. 鍛造階段 - 精度的基礎
1.1 制坯精度控制
坯料計算:采用體積不變原則,精確計算沖孔前坯料的重量和尺寸,重量公差控制在±1%。
沖孔同心度:確保沖孔不歪斜,這是保證輾擴后壁厚均勻性的首要前提。
1.2 輾擴(Ring Rolling)過程控制
這是控制環形件宏觀形狀的最關鍵環節。
DAC(Dimension Automatic Control)系統:
激光測徑儀實時監測環件外徑和高度。
系統將測量數據與預設曲線比對,動態反饋并控制輾壓輪的進給速度,實現“無人干預”的自動化成形。
控制目標:外徑/高度公差可控制在±5mm以內(對于大型環件)。
壁厚均勻性控制:
依賴信號輥的穩定性和芯輥的剛性。
結果要求:最終成品壁厚差需控制在3-5mm以內(具體依尺寸而定)。
2. 熱處理階段 - 控制變形與應力
熱處理易導致圓度超差、翹曲等變形,必須嚴格管控。
專用工裝:使用矯形圈或立式裝爐,利用重力抵消變形。
控溫曲線:嚴格控制升溫/降溫速率(如≤80°C/h),避免熱應力導致變形。
氣氛控制:采用保護氣氛或真空熱處理,減少氧化皮,為精加工提供均勻的余量。
3. 機械加工階段 - 精度的實現
這是將鍛件轉化為合格零件的核心環節。
3.1 基準選擇與統一
“一面一孔”原則:精加工時,以一個端面和內孔(或外圓) 作為統一的定位基準,所有工序都以此基準定位,避免基準轉換誤差。
加工順序:遵循 “先基準后其他”、“先大面后小面” 的原則。
3.2 裝夾策略 - 防止“夾變形”
薄壁環件:采用液性塑料芯軸或膨脹夾具,由內孔脹緊,力均勻分布,避免夾緊力導致橢圓變形。
大型法蘭:采用端面壓緊方式,避免徑向夾緊力。
找正:使用百分表精密找正,確保基準面跳動<0.1mm。
3.3 加工參數優化
“粗精分開”:
粗加工:高進給,大切深,去除大部分余量,目標是效率。
半精加工:留少量均勻余量(如1-2mm),目的是消除應力。
精加工:低進給,小切深,高轉速,目標是精度和表面質量。
刀具選擇:
粗加工采用高強度硬質合金刀具。
精加工采用CBN(立方氮化硼) 或陶瓷刀具,保證鍛件尺寸穩定性和表面光潔度。
冷卻:充分、均勻的冷卻液,控制切削熱引起的熱變形。
4. 關鍵精度指標與檢測方法
精度指標控制要求(示例)檢測工具與方法
內/外徑尺寸 IT7-IT8級公差 大型數顯卡尺、π尺、三坐標(CMM)
圓度 ≤ 0.05% × 直徑 三坐標(CMM)、圓度儀、V型塊+百分表
圓柱度 ≤ 0.1mm/m 三坐標(CMM)、電子水平儀
端面平面度 ≤ 0.05mm/m 平臺+打表法、激光平面干涉儀
端面跳動 ≤ 0.1mm 車床上打表測量
壁厚均勻性 ≤ 0.5% × 名義壁厚 超聲波測厚儀(網格法測量)
表面粗糙度 Ra ≤ 1.6μm (配合面) 粗糙度儀
5. 特殊工藝與技術
振動時效(VSR):在粗加工后,采用振動方式消除殘余應力,成本低且高效,可替代部分熱時效。
在機測量:在數控機床上集成紅外測頭,加工后直接測量,根據結果自動補償刀具磨損,形成閉環制造。
恒溫加工:對于超高精度環件(如航空航天軸承環),在20±1°C的恒溫車間進行精加工,消除熱脹冷縮影響。
6. 典型問題與對策
問題現象根本原因解決方案
橢圓度/棱圓度超差 熱處理變形、裝夾變形、殘余應力釋放 增加去應力工序、改進裝夾方式、采用矯形熱處理
端面振紋/粗糙度差 刀具磨損、工藝系統剛度不足 更換鋒利刀具、降低轉速和進給、采用阻尼刀桿
錐度/鼓形度 刀具軌跡與工件軸線不平行 重新調整機床主軸/導軌的平行度
尺寸不穩定 切削熱導致熱變形、刀具磨損 加強冷卻、實行刀具壽命管理、分多次加工

環形鍛件的精度控制是一個貫穿始終、系統化的工程:
始于鍛造:良好的輾擴精度是基礎。
穩于熱處理:最小化變形是
我們只做好鍛件 環形鍛件www.gzhzpptc.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!