新浪微博
新浪微博 騰訊微博
騰訊微博

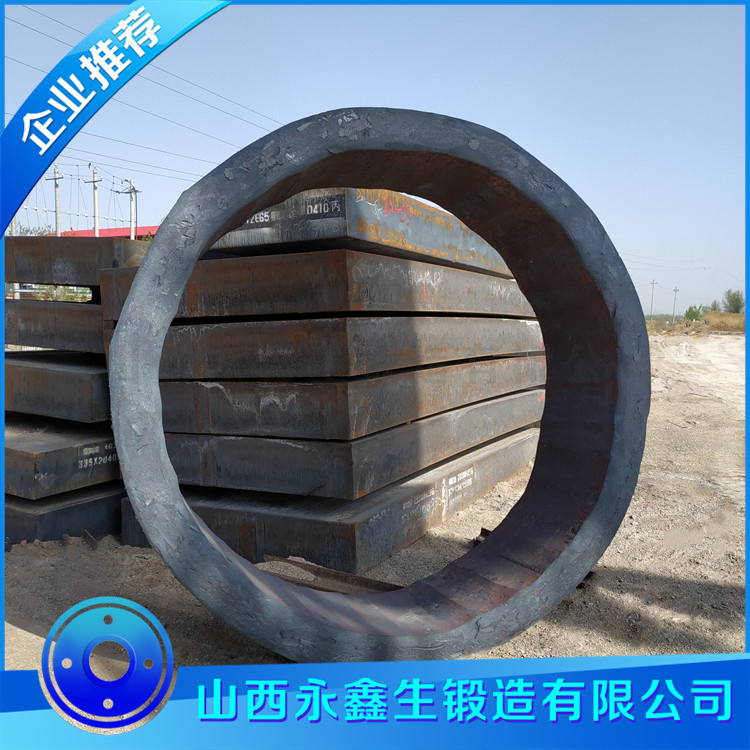
齒圈鍛件制造工藝詳解
齒圈鍛件制造工藝是涉及 材料選擇、鍛造成形、熱處理、機加工及檢測 的系統工程,需嚴格控制各環節以確保齒圈的承載能力、耐磨性和裝配精度。以下是詳細工藝流程及關鍵技術要點:
1. 材料選擇與坯料制備
(1) 常用材料
合金結構鋼:42CrMo、35CrMnSi(高強度,適用于重載齒圈)。
滲碳鋼:20CrMnTi、18Cr2Ni4WA(表面高硬度,用于沖擊載荷)。
特殊工況材料:34CrNiMo6(風電齒圈)、ZG35CrMnMo(大型鑄造齒圈坯)。
材料標準:符合GB/T 3077、ASTM A29,要求 鍛造比≥5:1(確保流線連續)。
(2) 坯料制備
下料方式:
大型齒圈:鋼錠冒口切除(采用等離子切割或帶鋸)。
中小齒圈:圓鋼精密鋸切(端面垂直度≤0.5mm/m)。
加熱規范:
預熱至1150-1200℃(42CrMo),保溫時間按1.5min/mm計算,避免脫碳(可控氣氛爐)。
2. 鍛件鍛造成形工藝
(1) 成形方式選擇
工藝類型適用場景特點
自由鍛+輾環 大型齒圈(外徑>2m) 流線沿圓周分布,抗疲勞性能優
模鍛 中小齒圈(外徑<1m) 尺寸精度高(IT12-IT13)
徑向鍛造 高精度薄壁齒圈 內壁無拔模斜度,節省材料
(2) 關鍵工藝參數
自由鍛+輾環:
沖孔擴徑:沖頭直徑≈0.4×坯料直徑,芯棒輾擴至目標尺寸(徑向公差±5mm)。
終鍛溫度:42CrMo≥850℃,防止裂紋。
模鍛:
分模面設計:優先選擇齒頂平面,飛邊槽寬度8-12mm。
模具預熱:200-300℃(防止熱沖擊開裂)。
(3) 冷卻控制
空冷:適用于42CrMo等低合金鋼(避免穿堂風)。
坑冷/爐冷:高合金鋼(如34CrNiMo6)需以≤50℃/h緩冷。
3. 熱處理工藝
(1) 預備熱處理
正火+回火:
正火溫度:42CrMo(850-880℃),細化晶粒。
回火溫度:550-650℃(消除應力,硬度HBW220-260)。
(2) 最終熱處理
調質處理(42CrMo):
淬火:850℃油淬,回火580℃(硬度HRC28-32)。
滲碳淬火(20CrMnTi):
滲碳層深1.5-2.0mm,表面硬度HRC58-62。
感應淬火:
齒面高頻淬火(硬化層深2-3mm),過渡區圓滑(避免齒根裂紋)。
4. 機械加工流程
(1) 粗加工
車削基準面:先加工內孔和端面(留余量2mm),作為后續定位基準。
銑齒/滾齒:
粗銑齒形(留磨量0.4-0.6mm),螺旋齒需專用分度頭。
(2) 精加工
磨齒:
成形磨齒(精度達GB/T 10095 3級),齒面粗糙度Ra≤0.4μm。
斜齒圈需數控磨齒機(如Gleason 600G)。
鏜孔/插鍵槽:
內孔精度H6,鍵槽對稱度≤0.02mm。
5. 檢測與質量控制
(1) 尺寸檢測
齒形檢測:齒輪測量中心(如Klingelnberg P65)檢測齒距誤差(Fp≤0.03mm)、齒向誤差(Fβ≤0.02mm)。
圓度檢測:三坐標測量機(CMM)評估內孔圓度(≤0.015mm)。
(2) 無損檢測
超聲波檢測:
齒根區域100%檢測(按ASTM A388),缺陷≤Φ2mm當量。
磁粉檢測:
齒面及端面檢查裂紋(按JB/T 6061)。
(3) 力學性能測試
硬度梯度:從齒頂到芯部測維氏硬度(表面HV650,芯部HV300)。
沖擊試驗:夏比V型缺口試樣(≥40J,-20℃低溫沖擊)。
6. 常見缺陷與解決措施
缺陷類型成因分析解決方案
齒圈橢圓度超差 輾環不均勻或熱處理變形 增加精整工序,使用脹形模具校正
齒面淬火裂紋 冷卻速率過快或應力集中 優化淬火介質(如聚合物淬火液)
內孔折疊 自由鍛沖孔工藝不當 采用空心坯料或改進沖頭錐度
齒形畸變 機加工殘余應力釋放 增加去應力退火(300℃×4h)
7. 先進工藝應用
近凈成形技術:
精密輾環(徑向公差±1mm),減少材料損耗30%。
數字化模擬:
使用Simufact Forming優化鍛造流線,預測熱處理變形。
自動化生產線:
機器人自動上下料+在線激光測量(實時補償加工誤差)。

齒圈鍛件制造需把握 “材料純凈→鍛造致密→熱處理穩定→精加工精準” 的全鏈條控制,核心要點包括:
大型齒圈優先采用輾環工藝(流線完整性優于模鍛);
熱處理需兼顧齒面硬度與芯部韌性(如深層滲碳+壓淬);
磨齒前必須消除殘余應力(避免服役中變形)。
典型應用:風電偏航齒圈(壽命要求>20年)、礦山機械回轉支承齒圈(抗沖擊載荷)。
我們只做好鍛件 環形鍛件www.gzhzpptc.cn

文章原創如需轉載請注明永鑫生鍛造廠提供!