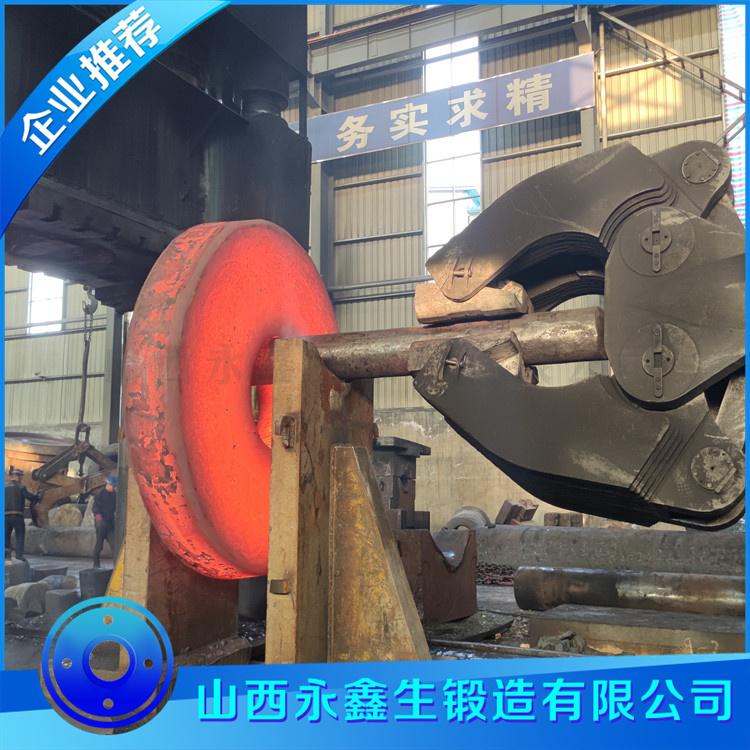
環行鍛件制造技術詳解
環形鍛件制造技術是大型機械部件生產的核心工藝之一,其技術要點涉及材料選擇、工藝設計、質量控制等多個關鍵環節。以下從八個維度系統闡述環形鍛件的制造技術要點:
一、材料體系設計
選材矩陣
通用材料:42CrMo/34CrNiMo6(風電法蘭)
耐蝕材料:F51雙相不銹鋼(化工設備)
高溫材料:Inconel 718(航空發動機環件)
成分優化原則
淬透性控制:Jominy曲線末端硬度差≤5HRC
純凈度要求:[O]≤20ppm,[N]≤60ppm(ESR鋼錠)
二、坯料制備技術
制坯工藝路線
復制
下載
鋼錠→鋸切→鐓粗(變形量≥50%)→沖孔(芯料損耗≤8%)
加熱規范
梯度加熱制度:
低溫區(<800℃):升溫速度≤80℃/h
高溫區:均熱時間=0.6×D(mm)/25(h)
三、輾環成形技術
工藝參數窗口
| 參數 | 碳鋼控制范圍 | 高合金鋼控制范圍 |
|------------|-------------|-----------------|
| 始輾溫度 | 1150±20℃ | 1180±15℃ |
| 每道次變形 | 8-12% | 5-8% |
| 終輾溫度 | ≥850℃ | ≥900℃ |
尺寸精度控制
徑厚比>10時采用異形輥控制橢圓度
實時激光測徑系統精度±0.5mm
四、鍛件熱處理創新工藝
差異化熱處理技術
分區淬火:法蘭盤部水冷+輪轂部油冷
脈沖式回火:650℃×2h→300℃×1h→580℃×4h
組織性能對應關系
晶粒度:ASTM 6-8級→疲勞壽命提升40%
貝氏體含量:15-25%→最佳強韌性配比
五、殘余應力調控
多模式消應力技術
振動時效:頻率180Hz,處理時間=0.15×質量(kg)
熱機械處理:0.2%應變+580℃同步處理
應力檢測方法
X射線衍射法:測量深度0.1mm
中子衍射法:全厚度應力分布測繪
六、數字化質量控制
在線監測系統
紅外熱像儀:溫度場均勻性ΔT≤15℃
聲發射檢測:鍛造過程缺陷萌生預警
大數據分析應用
工藝參數追溯:300+維度數據采集
質量預測模型:準確率>92%
七、特殊工藝裝備
重型輾環機配置
徑軸向軋制力:MAX 3500t/800t
數控系統:閉環控制響應時間<5ms
智能熱處理線
氣氛碳勢控制:±0.02%C
淬火介質流速:0.5-3m/s可調
八、典型缺陷防治
常見缺陷處理方案
| 缺陷類型 | 產生階段 | 解決措施 |
|---------|---------|---------|
| 馬鞍形變形 | 輾環 | 增加軸向軋制道次 |
| 混晶組織 | 熱處理 | 采用亞溫鍛造技術 |
| 白點裂紋 | 冷卻 | 氫含量控制<1ppm |
報廢率控制標準
通用件:≤1.2%
航空件:≤0.3%
當前技術前沿:
增材鍛件鍛造復合制造技術
微觀組織定向調控工藝
數字孿生全流程仿真系統

注:實際生產需根據產品規格(典型尺寸范圍:Φ800-Φ10000mm)和服役條件進行參數優化,建議參照最新版AMS 2750(熱處理)和ASTM A788(鍛件通用要求)標準執行。風電法蘭類產品需額外滿足GL 2010規范中關于全截面硬度均勻性的特殊要求。
