齒輪鍛件制造工藝詳解
齒輪鍛件制造工藝涉及 材料選擇、鍛造成形、熱處理、機加工及檢測 等多個關(guān)鍵環(huán)節(jié),需嚴格控制各階段工藝參數(shù)以確保齒輪的力學(xué)性能和精度。以下是詳細工藝流程及技術(shù)要點:
1. 材料選擇與下料
(1) 常用材料
滲碳鋼:20CrMnTi、20CrNiMo(表面高硬度、芯部韌性,適用于重載齒輪)。
調(diào)質(zhì)鋼:42CrMo、35CrMo(高強度,適用于大模數(shù)齒輪)。
不銹鋼:17-4PH(耐腐蝕齒輪)。
材料標準:符合GB/T 3077、ASTM A322等,要求 鍛造比≥4:1。
(2) 下料方式
鋸切:圓鋼鋸床下料,端面平整(公差±1mm)。
精密剪切:高效但需控制毛刺,適用于批量生產(chǎn)。
坯料加熱:預(yù)熱至1100-1200℃(視材料而定),避免過熱脫碳。
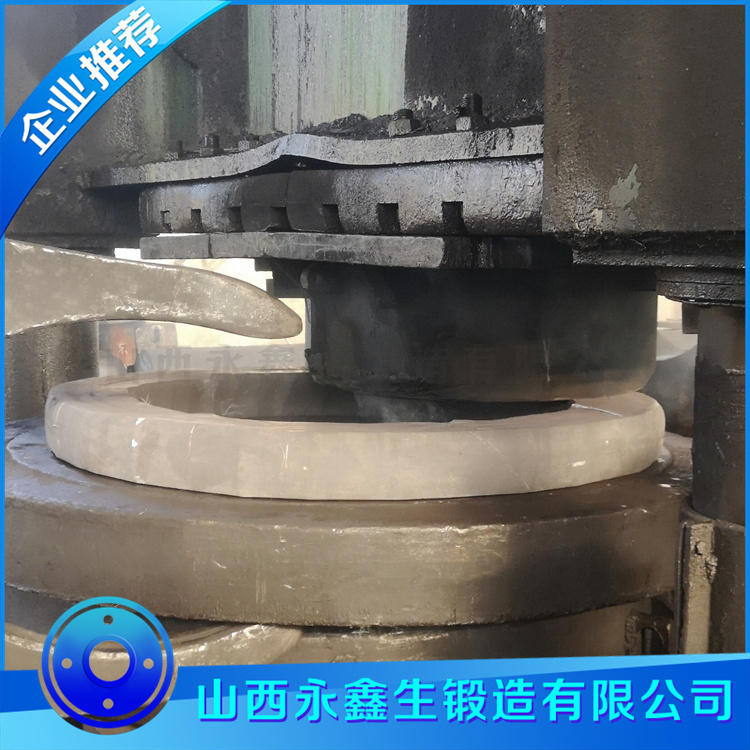
2. 鍛件鍛造成形工藝
(1) 預(yù)鍛與終鍛
預(yù)鍛:初步成形齒坯,控制金屬流動(減少終鍛載荷)。
終鍛:精密成形齒廓,采用 閉式模鍛(飛邊≤2mm)或 徑向鍛造(適用于大型齒圈)。
關(guān)鍵參數(shù):
鍛造溫度:20CrMnTi(始鍛1150℃,終鍛850℃)。
壓力:800-1000MPa(取決于齒輪尺寸)。
(2) 模具設(shè)計要點
分模面:優(yōu)先選擇齒頂平面或端面,避免齒形飛邊。
拔模斜度:3°-5°(內(nèi)孔斜度需加大)。
模具材料:H13熱作模具鋼(硬度HRC48-52),表面氮化處理。
(3) 冷卻控制
空冷:低合金鋼(如42CrMo)可空冷。
控冷:高合金鋼需緩冷(埋砂或爐冷)以防裂紋。
3. 熱處理工藝
(1) 預(yù)備熱處理
正火:細化晶粒(加熱至Ac3以上30-50℃,空冷)。
退火:消除鍛造應(yīng)力(如球化退火用于高碳鋼)。
(2) 最終熱處理
滲碳淬火(20CrMnTi):
滲碳溫度:920-930℃,深度1.2-1.5mm。
淬火:830-850℃油淬,低溫回火(180-200℃)。
感應(yīng)淬火(42CrMo):
高頻加熱(900-1000℃),水冷或聚合物淬火。
硬度要求:齒面HRC58-62,芯部HRC30-40。
4. 機械加工流程
(1) 粗加工
車削:加工基準面(內(nèi)孔、端面),留余量1-2mm。
銑齒:滾齒或插齒(留磨量0.3-0.5mm)。
(2) 精加工
磨齒:采用 成形磨齒 或 蝸桿砂輪磨齒(精度達GB/T 10095 4級)。
珩齒:提高表面粗糙度(Ra≤0.8μm)。
(3) 關(guān)鍵設(shè)備
滾齒機:Y3150E、Gleason PHOENIX。
磨齒機:KAPP NILES、Reishauer RZ300。
5. 檢測與質(zhì)量控制
(1) 尺寸檢測
三坐標測量機(CMM):檢測齒形、齒向誤差。
齒輪綜合測量儀:評估齒距累積誤差(Fp≤0.05mm)。
(2) 無損檢測
超聲波檢測(UT):檢查齒根裂紋(缺陷≤Φ1.6mm)。
磁粉檢測(MT):發(fā)現(xiàn)表面缺陷(按JB/T 6061)。
(3) 硬度與金相
顯微硬度計:驗證滲碳層梯度。
金相分析:檢查晶粒度(5-8級合格)。
6. 常見缺陷與對策
缺陷類型原因分析解決方案
齒根裂紋 鍛造圓角不足或冷卻過快 增大圓角(R≥0.4m),控冷
齒形畸變 熱處理應(yīng)力不均 增加去應(yīng)力退火,采用壓淬工藝
硬度不足 滲碳層淺或淬火溫度低 調(diào)整滲碳時間,提高淬火冷卻速率
折疊 預(yù)鍛金屬流動不合理 優(yōu)化預(yù)鍛模具設(shè)計
7. 工藝優(yōu)化方向
近凈成形:采用精密鍛造減少加工余量(成本降低15-20%)。
數(shù)值模擬:使用Deform或QForm優(yōu)化鍛造參數(shù)。
自動化生產(chǎn)線:機器人上下料+在線檢測(如激光掃描齒形)。

齒輪鍛件制造的核心是 “鍛造為基,熱處理定性能,精加工保精度”。需重點關(guān)注:
材料純凈度與鍛造致密性;
熱處理變形控制(如壓淬夾具設(shè)計);
齒形精度與檢測全面性(結(jié)合齒輪檢測標準)。
適用于 風(fēng)電齒輪箱、工程機械、汽車變速器 等高要求領(lǐng)域。
